EN
EN采用机器视觉原理,通过三组高速工业相机获取的瓶体序列图像,并把图像传输至工业计算机中,自动检测可见异物及分离出不合格产品;
采用光反射法成像和光透射法成像检测可见异物;
采用外观检测光学成像检测拉丝缺陷和碳化;
采用全伺服驱动系统,实现高速、稳定、精确运行;
采用先进工业计算机系统实时监控设备运行状态,可实现远程诊断;
采用世界知名品牌的部件,包括相机、镜头、光源、伺服电机;
采用定制化LED光源和频闪控制技术,延长光源使用寿命;
配置旋瓶转速在线监测功能。


碎玻璃检测:采用底光设置对玻屑等较大微粒在光的“霍尔”效应下,形成亮点多幅照相拍片对比,实现检测。
澄明度检测:采用侧光设置对毛、白点等外反光物品进行多幅拍照对比检测。
液位及外观检测:采用背光设置对液位、空瓶、拉丝缺陷进行检测。
黑头检测:在进瓶拨盘处通过背光对黑头进行检测。
复检:采用底光设置,对较小异物进行复检、降低漏检率。
| 产品型号 | AIJ66 | AIJ90 |
| 检测容器 | 安瓿瓶、口服液瓶、西林瓶 | |
| 压瓶头数 | 66 | 90 |
| 适用规格(ml) | 1-30 | |
| 运行速度(bottles/min) | 400 | 600 |
| 检测项目(选配) | 玻屑 、纤毛、白点、毛发、金属 屑、装量、 瓶盖缺陷、瓶颈裂纹、瓶身裂纹等 |
|
| 检测精度(μm) | ≥50 | |
| 功率(kw) | 9.0 | 11.0 |
| 电源 | 380V/50Hz | |
| 噪声(db) | ≤75 | |
| 气压供应(mpa) | 0.5-0.7 | |
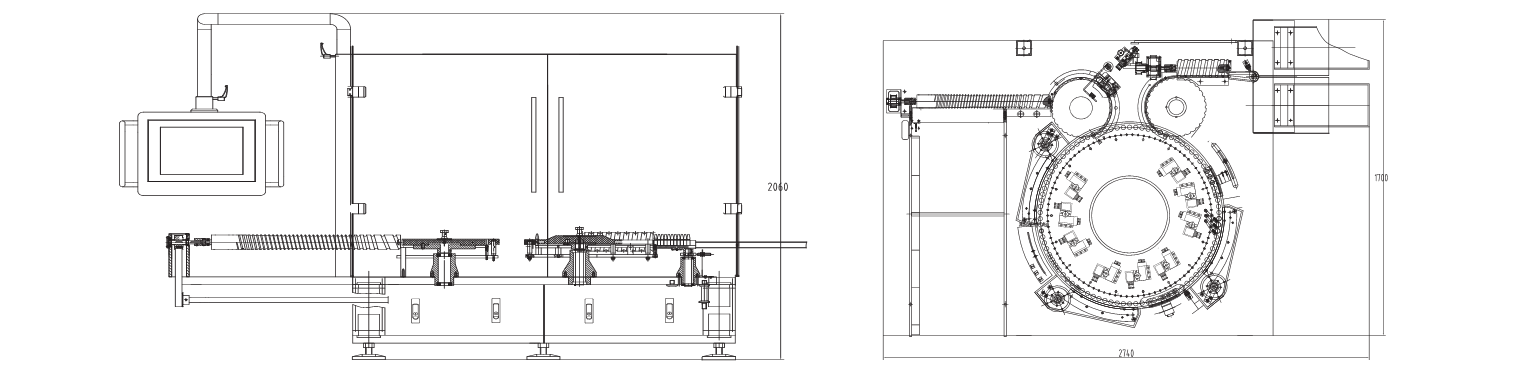
| 外观尺寸(mm) | 2,740x1,520x1,500 | |
| 整机重量(kg) | 2,500 | |
采用机器视觉原理,通过三组高速工业相机获取的瓶体序列图像,并把图像传输至工业计算机中,自动检测可见异物及分离出不合格产品;
采用光反射法成像和光透射法成像检测可见异物;
采用外观检测光学成像检测拉丝缺陷和碳化;
采用全伺服驱动系统,实现高速、稳定、精确运行;
采用先进工业计算机系统实时监控设备运行状态,可实现远程诊断;
采用世界知名品牌的部件,包括相机、镜头、光源、伺服电机;
采用定制化LED光源和频闪控制技术,延长光源使用寿命;
配置旋瓶转速在线监测功能。